BÖCKELT TOWER® Heavy duty rack
Dynamic material flow.


The tower storage with system
The individual storage solution for all industries.
The load carrier can be inserted into any available storage location regardless of the position at which it was stored before. It is possible to network any number of towers and incorporate them into the storage management system even if they are operated in different work areas or across various buildings.
Your contact to BÖCKELT TOWER®
Do you have any questions?
Can you provide us with a video or prepared sheets? Then we can help you much better.




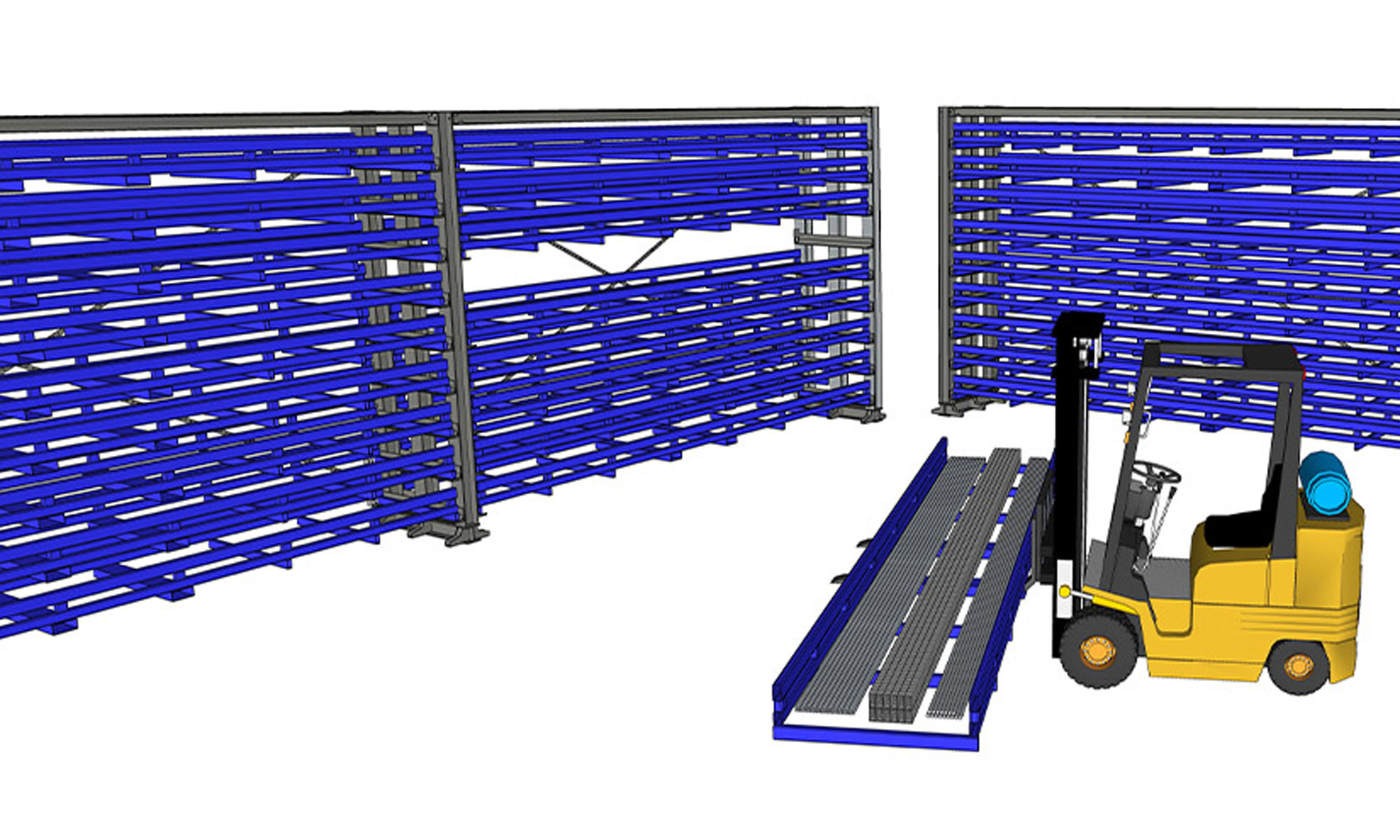







Store heavy goods safely and optimally
THE STURDY AND FLEXIBLE RACK SYSTEM.
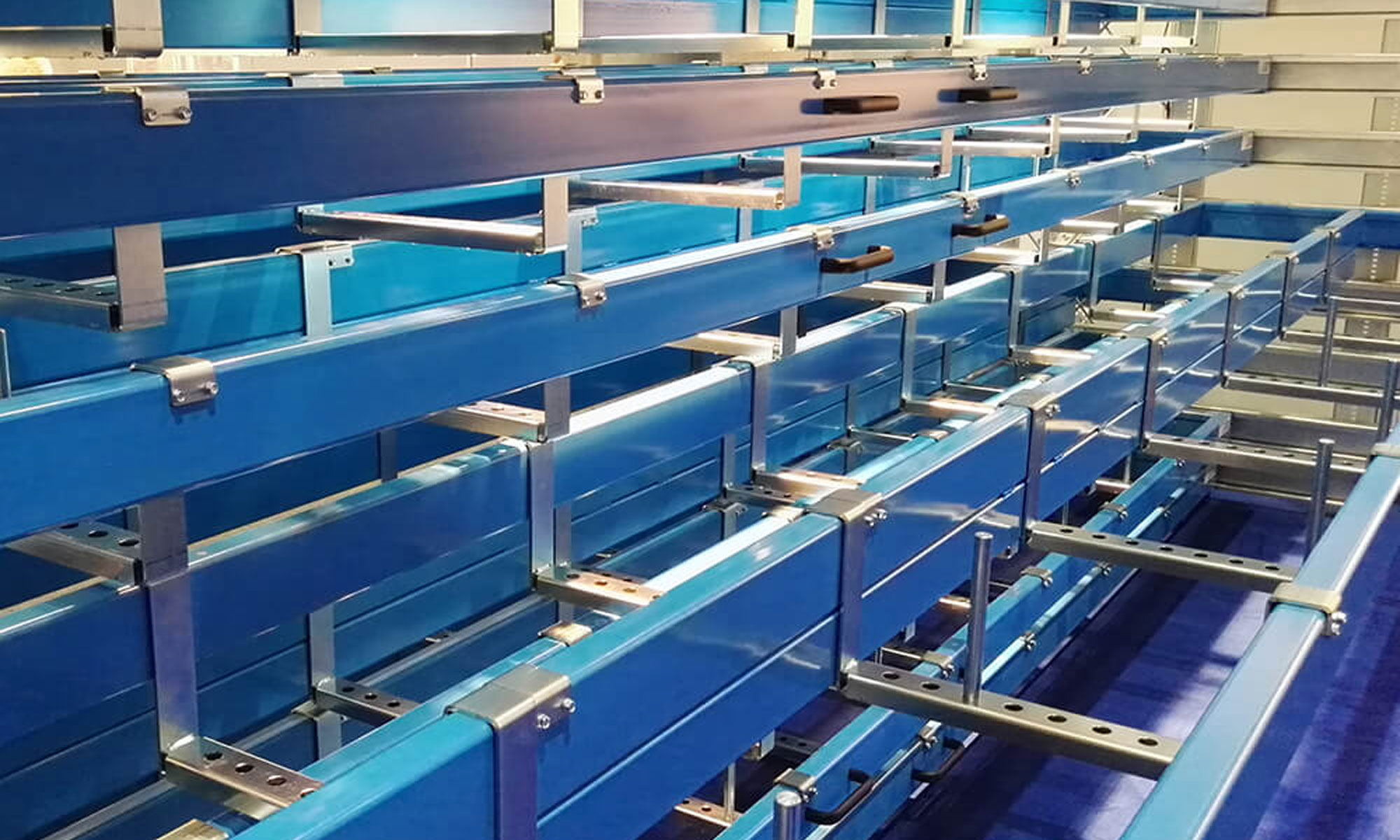
The rack is composed of an exceptionally sturdy, modular steel construction that is planned to fit the individual requirements of each use case and can be expanded by additional towers at any time. The hard-wearing zinc plating guarantees a long lifetime. The room heights available on site are utilised with the greatest possible efficiency to maximise storage capacity. The grid spacing of the support brackets is planned to best match the application at hand and can be altered to adapt to different work areas or departments. The system offers succinct advantages over cantilever arm racks, long-span shelving systems and pallet racks

For highest industrial quality
INTELLIGENT STORAGE MANAGEMENT SOFTWARE OPTIMISES THE FLOW OF MATERIAL.
Offering multiple user support, the storage management system is used across the entire facility and — if necessary — across all company locations. Flexible interfaces make it possible to exchange relevant data with ERP systems and databases. The storage management software is used to allocate the load, which may be composed of any number of different items, to the load carrier. It also records the actual loading height in order to define the height requirements within the storage system.
Virtual showroom
Heavy duty track digital

Click on the button to load the content from showroom.boeckelt-tower.de.
The right bearing for every application
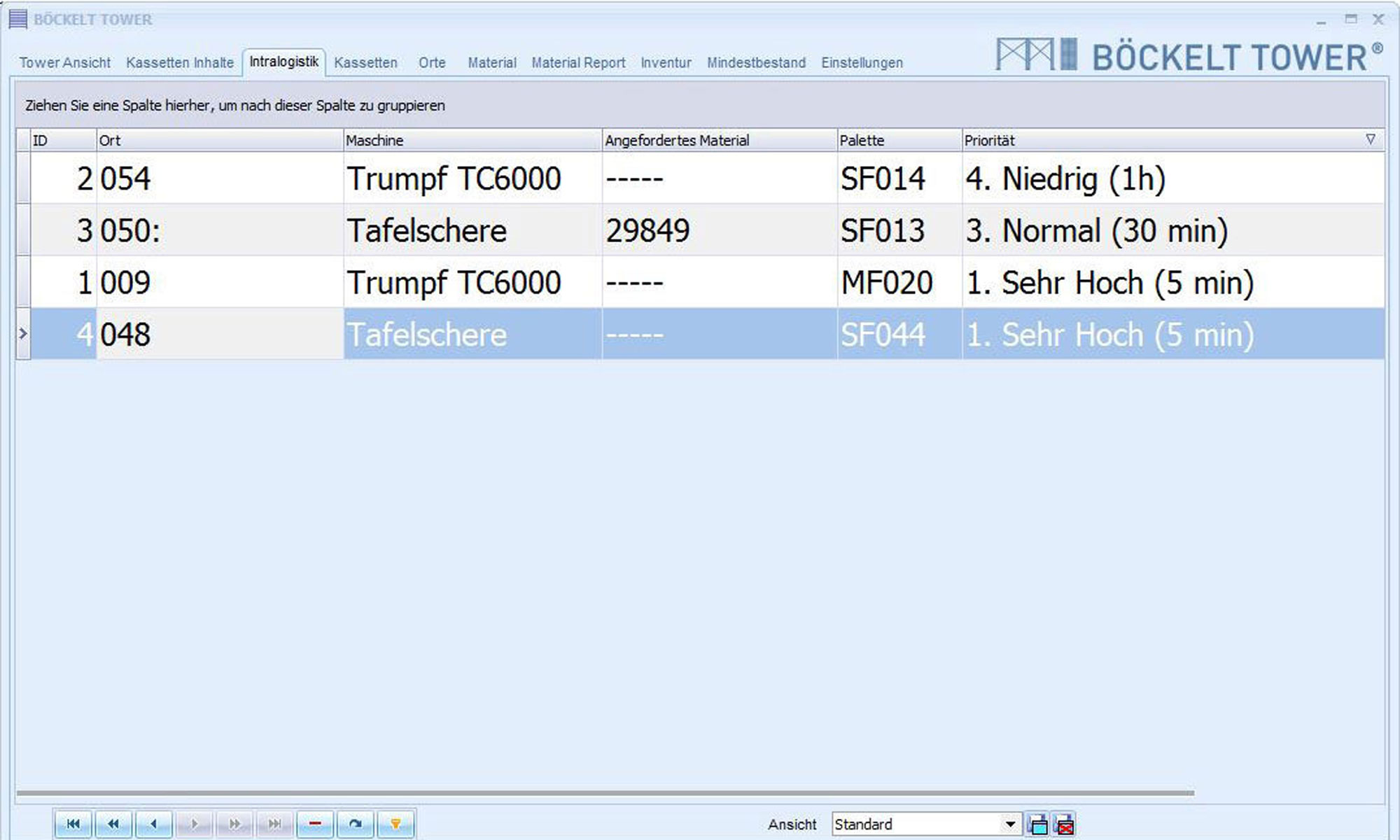
CONTROL OF INTERNAL LOGISTICS PROCESSES.
Another option is to have the software suggest storage locations for a load carrier that match its current loading height. Thanks to automatic RFID detection, an actual change of position for a load carrier does not require any reposting in the software, nearly eliminating completely the risk of erroneous entries. Gaps, e.g. brought about by removals, can be closed by repositioning load carriers, creating additional storage space for other items that can be used in a flexible manner. The result is significantly improved utilisation of the available height in comparison to conventional heavy duty racks that operate with fixed storage levels. These processes are bolstered by a variety of functions that are designed to optimise warehousing.
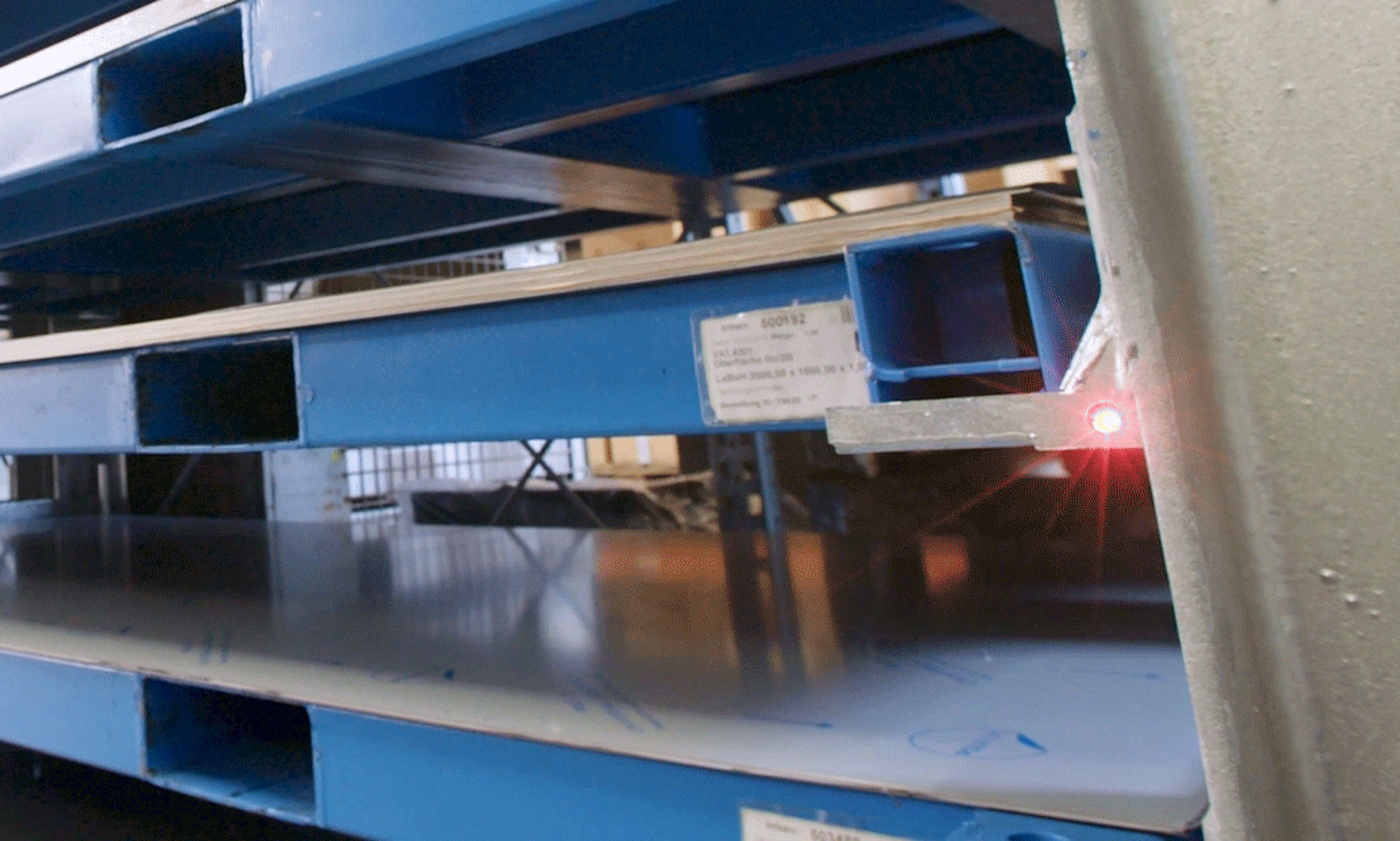
CONTROL OF IN-HOUSE LOGISTICS PROCESSES.
Controlling the in-house flow of material, the storage management system provides for continuous tracking of the products. All positions / locations of a company that are relevant to its in-house logistics are defined within the system. Such positions and locations can be visualised in a clearly arranged manner and may include any types of machinery and assembly location, shipping, etc. When material is requested, e.g. for the purposes of a production order, the employee uses the storage management software with multiple user support and looks for the required material by entering or scanning an item number or by applying general filter functions. These search results are displayed with all current storage locations and quantities. The user can then mark the required load carrier with an LED positioned at the rack as well as with a blinking frequency that is assigned to its position / location.

